
レーザー溶接は炭素鋼の接合プロセスを変革しました, 比類のない精度を実現, スピード, 従来の方法よりも効率が高い. 低い環境にも適応できる, 中くらい, および高炭素鋼, さまざまな組成にわたって堅牢で信頼性の高い接合を保証します. この記事では, 私たちはその能力を探ります carbon steel laser welding machines and how it meets diverse industrial needs.

炭素鋼, 適度な炭素含有量で知られる, 優れた機械的特性, 低コスト, 溶接性も良好, さまざまな業界で好まれる素材となっています. レーザー溶接技術の進歩により, 炭素鋼レーザー溶接はより効率的かつ正確になりました. この技術により深溶け込み溶接が可能になるだけでなく、変形も最小限に抑えられます。, 工業生産の厳しい基準を満たす、より安定した均一な溶接を実現します。.
炭素鋼用レーザー溶接機のメリット
- 幅広い材料互換性: Laser welding is suitable not only for low-carbon steel but also for refractory and dissimilar materials, 工業生産におけるさまざまな材料のシームレスな組み合わせを可能にする.
- 高電力密度: 集束レーザーは非常に高い出力密度を実現します. 高出力レーザー溶接機を使用, 低炭素鋼は、最大で深さ対幅の比を達成できます。 5:1, より小さな領域でより深い溶接が可能になり、品質と効率の両方が向上します。.
- 柔軟な溶接角度: By adjusting the laser beam direction, ほぼあらゆる位置や角度で溶接が可能, 手の届きにくい場所でも. この適応性により、複雑な形状や大きなワークピースにも対応します, 応用範囲を広げる.
- 高速かつ効率的: レーザー溶接は従来の方法よりも 3 ~ 4 倍高速です, 生産性を大幅に向上, 処理時間の短縮, 製造コストの削減.
- 高精度かつ最小限の熱影響: 小さなレーザースポットにより、熱の影響を受けるゾーンが最小限に抑えられます。, 構造の完全性を維持し、過熱による変形を軽減します。.
- 優れた溶接品質: 集中した熱源により狭い空間を作ります。, 安定した溶接継ぎ目, 亀裂などの欠陥を軽減し、信頼性の高い接合品質を確保します。.
Can You Weld Steel with A レーザー溶接機?
はい, レーザー溶接機はさまざまな材料を効果的に溶接できます, 炭素鋼を含む. 炭素鋼は炭素含有量に応じて3種類に分類されます: 低炭素鋼 (炭素含有量 < 0.25%), 中炭素鋼 (炭素含有量 0.25% ~ 0.6%), および高炭素鋼 (炭素含有量 > 0.6%).
低炭素鋼のレーザー溶接
低炭素鋼, 軟鋼としても知られています, 以下の炭素含有量を持っています 0.25%. 強度や硬度が低く柔らかいが、溶接性に優れる, ほとんどの溶接方法で満足のいく結果が得られるようにする. レーザー溶接は低炭素鋼に優れた性能を提供します.
高炭素鋼のレーザー溶接
しかし, 高炭素鋼をレーザー溶接する場合, その材料特性により特定の課題が発生します. 炭素含有量が多いと脆性が増加します, 冷却中に亀裂が生じる可能性がある, 溶接変形の重要な要因でもあります. これらの問題に対処するには, 高炭素鋼のレーザー溶接では、応力を軽減し欠陥を最小限に抑えるために予熱と溶接後の処理が必要です. 中用 & 高炭素鋼, 炭素含有量が 2 を超える場合は、予熱を特にお勧めします。 0.25%, より優れた溶接品質と構造的完全性を確保.

異なる炭素含有量の炭素鋼のレーザー溶接のヒント
- レーザー溶接は炭素鋼に優れた結果をもたらします, しかし、不純物含有量は全体的な溶接品質に重要な役割を果たします。. 高品質の溶接を保証するために, 炭素含有量がこれを超える場合は予熱が必要です 0.25%.
- 炭素含有量が異なる異種炭素鋼を溶接する場合, 適切な接合品質を確保するために、溶接トーチを低炭素側にわずかにオフセットすることをお勧めします。.
- レーザー溶接中の加熱と冷却の速度が速いため, 鋼中の炭素含有量が高くなるほど、溶接の亀裂や欠陥に対する感度が高くなります。.
- 中炭素鋼と高炭素鋼の両方, 合金鋼と同様に, レーザー溶接を使用してうまく溶接できます. しかし, 予熱と溶接後の処理は、応力を緩和し亀裂の形成を防ぐために不可欠です.

炭素鋼のレーザー溶接はMIG溶接と同じくらい強度がありますか?
はい, レーザー溶接は MIG 溶接と同じくらい強力で、よりきれいで見た目の美しい溶接を実現します。.
レーザー溶接機が炭素鋼を溶接する場合の最大厚さは何ですか?
3000W レーザー溶接機は通常、厚さ 4 ~ 6 mm の炭素鋼を溶接できます。 (約 1/4 インチ) ワンパスで, 完全な浸透を達成する.
炭素鋼のレーザー溶接に使用するガスは何ですか?
炭素鋼のレーザー溶接用, 一般的に使用されるシールドガスには窒素とアルゴンが含まれます. ガスまたはガスの組み合わせの選択は、特定の溶接品質要件とプロセス効率によって決まります。.
3mm炭素鋼レーザー溶接
- ガスシールド
ファイバーレーザー溶接中にシールドガスを使用して、溶接接合部の表面品質を保護します. アルゴンがよく使われます, 酸化を防ぐため流量10~20L/min.
- 表面の洗浄
溶接接合部の酸化や不純物を減らすために、溶接前に炭素鋼の表面を徹底的に洗浄します。. 表面に油が付着していないことを確認してください, さび, アセトンまたはアルコールを使用して洗浄し、その他の汚染物質を除去します。.
- 前処理
溶接プロセス中の応力を軽減するために、必要に応じて溶接領域を予熱します。.
- 適切な溶接パラメータの選択
最適な結果を得るために、材料の種類と厚さに基づいて溶接パラメータを調整します.
- レーザー出力: 厚さ3mmの炭素鋼用, 約 2000W のレーザー出力を推奨します.
- 溶接速度: 材料の厚さとレーザー出力に応じて調整; 一般的な速度は約10mm/sです.
- スポット径: 集束レンズを使用してスポット サイズを調整する. 薄肉炭素鋼板用, 通常、スポット直径は 0.2 ~ 0.5 mm が適しています。.
複数のテスト実行を実行して、レーザー出力の理想的な組み合わせを見つけます。, 溶接速度, とスポット径.
- 溶接の安全性
ファイバーレーザー溶接には高出力が必要です, 人員への危害や機器の損傷を防ぐために厳格な安全対策を必要とする.
- 溶接後の処理
溶接後, 溶接部の外観と耐久性を向上させるためのバリ取りや表面処理を行います。. 一般的な技術には研磨が含まれます, サンドブラスト, そしてコーティング, スパッタ層や酸化層を除去し、耐食性を向上させます。.
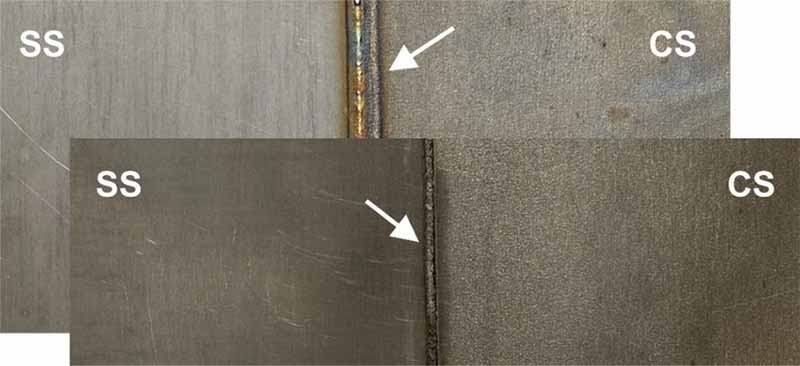
異種金属をレーザー溶接する方法: 炭素鋼とステンレス鋼
炭素鋼とステンレス鋼のレーザー溶接は可能ですが、材料特性が異なるため困難です。:
熱膨張係数: 炭素鋼とステンレス鋼は熱膨張率が異なります, 溶接時の熱応力や変形につながる.
融点の差: Stainless steel has a slightly higher melting point than carbon steel, 溶融池温度を制御するには正確なレーザー出力調整が必要.
レーザー溶接はこれらの材料を接合することができますが、, 熱的および化学的特性の違い (例えば, 熱膨張係数) 不安定な溶接品質や亀裂の形成などの問題を引き起こす可能性があります. 次の予防措置は、安定性と溶接の品質を向上させるのに役立ちます。:
材料の前処理:
溶接前, 素材の表面を徹底的に洗浄して油分を除去します, さび, およびその他の汚染物質. これにより、滑らかできれいな表面が保証されます, 溶接欠陥のリスクを軽減. さらに, 材料間のギャップを正確に制御し、均一で安定した溶接シームを実現します。.
溶接パラメータの最適化:
2 つの材料間の物理的および化学的な違いを考慮すると、, レーザー出力を慎重に調整する, 溶接速度, およびシールドガスの流れ. これにより入熱が最小限に抑えられます, 材料の変形や劣化を引き起こす可能性のある過度の加熱を防止します。.
プロセスの監視と品質管理:
溶接中, 溶接シームを継続的に監視して、亀裂や気孔などの問題を迅速に特定して対処します。. 適切な溶接温度を維持し、適切なシールドガスを使用して、溶接の品質とプロセスの安全性を確保します。.
The Best レーザー溶接機炭素鋼
コンパクトな炭素鋼用手持ちレーザー溶接機です。, ポータブル, 多用途の溶接用途向けに設計された高効率の装置. 1 台のマシンで複数の溶接モードをサポートします, ワークピースのあらゆる部分にあらゆる角度で正確な溶接が可能. 5-in-1 の金属溶接機能 - スポット溶接, シーム溶接, パルス溶接, 連続溶接, 溶接から補修溶接まで幅広い溶接ニーズに対応します。.
軽量で持ち運びが簡単, このポータブルレーザー溶接機は、コンパクトでありながら強力なソリューションを提供します, 従来の溶接機や複雑なロボット システムとは異なります。. 屋外環境と産業環境の両方での正確で要求の厳しい作業に最適です。.
このハンドヘルドレーザー溶接機はエッジに最適です, お尻, Tジョイント, コーナー, そしてラップジョイント. 操作は簡単です, すぐにセットアップする, 一貫したサービスを提供できる, さまざまな材料と厚さにわたる高品質の溶接. あなたがプロでも初心者でも, それは信頼できる選択です. シールドガス保護付き, それはクリーンを生み出します, 2 つのコンポーネントをしっかりと接合する高品質の溶接.
高い電気光変換効率を誇るファイバーを搭載, 堅牢な出力電力, 優れたビーム品質, そしてコンパクトな, メンテナンスフリーの設計, ファイバーレーザー溶接機は費用対効果が高く効率的です. 連続レーザーによりスムーズな溶接移行が保証されます, 強力な溶接継ぎ目, 研磨された表面, さらなる研削の必要性を排除し、時間と人件費の両方を節約します。.

特徴:
直感的なユーザーインターフェイス
ユーザーフレンドリーなタッチスクリーンを搭載, この機械は、あらゆるスキルレベルのユーザーがすぐに学習し、簡単に操作できることを保証します。.
人間工学に基づいたデザイン
溶接ガンは軽量なのが特徴です。, 人間工学に基づいたデザイン, 計量のみ 0.8 kg, 長時間使用しても疲れないように特別に作られています.
高度なレーザー技術
TIG溶接よりも速く、より正確な結果を提供します, この機械は使いやすさと効率性を兼ね備えています.
調整可能な溶接パラメータ
簡単に調整可能な設定により、ユーザーは特定のニーズに合わせて溶接パラメータを調整できます. 複数のプリセット構成を使用, ユーザーは最適なパラメータを素早く選択して適用できます。.
6つの溶接モード
精密スポット溶接から連続溶接まで, 6 つのモードにより、あらゆるアプリケーションで最高のパフォーマンスと品質を保証します.
交換可能な溶接ノズル
さまざまなノズル角度が利用可能, 幅広い製品設計と要件に対応するシームレス溶接を可能にします.
コンパクトで堅牢な設計
高品質の金属で作られています, 機械は耐久性と安定性の両方を備えています, 最小限のメンテナンスが必要な. コンパクトなデザインで、ベースには回転ホイールが付いています。, 楽な可動性と簡単な位置変更を保証します.
アプリケーション:
レーザー溶接機は汎用性があり、幅広い金属を溶接できます。, 含む: ステンレス鋼, 炭素鋼, 銅, アルミニウム, および亜鉛メッキ鋼. その適応性により、精密で高品質な溶接を必要とするさまざまな業界や用途に適しています。.

結論は, レーザー溶接機は金属加工の効率と精度を再定義します, 比類のない多用途性とユーザーの利便性を提供します. 工業生産でも複雑なカスタムプロジェクトでも, 革新的な機能と堅牢な設計により、常に優れたパフォーマンスが保証されます. Contact us today to レーザー溶接機をカスタマイズする tailored to your welding projects. プロジェクトやメタルの種類に関係なく, お客様のご期待に応える高品質のサンプルと炭素鋼レーザー溶接機を保証します.


